

著者: ワイボ
日付: Jun 15, 2026
コニカル二軸押出機と平行二軸押出機はどちらが優れていますか?
円錐押出機と平行二軸押出機のどちらを選択するかは、特定の用途によって異なります。 硬質 PVC、PVC プロファイル、パイプ、および木材とプラスチックの複合材料の加工には、 コニカルツインスクリュー 一般に押出機が好ましいソリューションです その優れた出力圧力、フィードゾーンでのセルフクリーニング動作、およびコンパクトな低速ドライブ設計のためです。平行二軸押出機は、長いスクリュー L/D 比とモジュラースクリュー設計が優先されるコンパウンディング、反応押出、高充填マスターバッチの製造に利点をもたらします。この記事では、コニカル ツイン スクリューに焦点を当て、それが幅広い熱可塑性プラスチック押出作業で優れたパフォーマンスを発揮する理由を詳しく説明します。
円錐形のツイン スクリュー バレル システムは、供給端の大きな直径から排出端の小さな直径に向かって先細になっている 2 つの噛み合うスクリューによって定義されます。この形状により、スクリュー速度のみに依存せずに効率的に溶融圧力を高める自然な圧縮ゾーンが形成されます。結果は 動作温度の低下、せん断応力の軽減、より穏やかな材料処理 高速パラレル システムと比較して、円錐形のデザインが硬質 PVC や木繊維複合材などの熱に弱い素材に最適です。
舟山マイクロウェーブスクリュー機械有限公司は、45/90、45/100、50/105、51/105、55/100、65/132、80/125、80/143、80/158、92/188 mm などの幅広い直径比のコニカルツインスクリューを製造しています。各サイズは、特定のポリマー配合および製品形状に合わせてカスタマイズされた圧縮比で利用できます。同社は 1990 年以来、精密ネジバレル部品を製造しており、米国、ドイツ、ドバイ、ベトナム、タイなどの市場に輸出しています。
製品概要: コニカルツインスクリューの設計と材質
コニカルツインスクリューの機械的性能は、その材質と製造精度から切り離すことができません。舟山の電子レンジの使い方 38CrMoALA合金鋼 円錐形ツインスクリューの母材として使用されます。この窒化グレードの鋼は、窒化処理後の中心部の靭性と表面硬度の優れた組み合わせにより、プラスチック機械業界で広く認識されています。
窒化処理後のねじ表面は、 HV950~1000 、窒化深さは 0.45 ~ 0.7 mm です。脆性評価はレベル 1 以下に維持され、繰り返し荷重下での微小亀裂が防止されます。表面粗さは Ra 0.4 に保たれ、溶融物とスクリューチャンネル間の摩擦が低減され、エネルギー損失が低減され、押出製品の表面仕上げが向上します。ネジの真直度公差は 0.015mm で、振動によるバレルの摩耗がなく、動作速度でのスムーズな回転を保証します。
さらに高い耐摩耗性が要求される用途には、オプションの 硬度 60 ~ 70 HRC のデュアルアロイ硬質表面層 適用することができます。さらに、窒化後のクロムめっきステップにより、厚さ 0.05 ~ 0.10 mm の硬度が 900 HV を超える層が追加されます。このクロム層は、塩素化 PVC やハロゲン化添加剤を含む難燃性化合物などの攻撃的なポリマーに対する腐食保護を提供します。
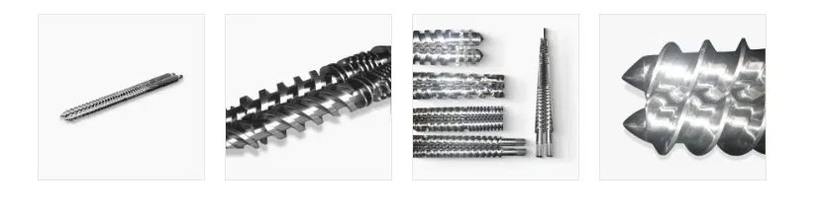
Zhoushan Microwave ネジ Machinery Co., Ltd. が製造したコニカル ツイン スクリュー製品 -- シングル スクリュー、パラレル ツイン スクリュー、およびコニカル ツイン スクリュー セットがフライトの断面詳細とともに示されています。
| パラメータ | 仕様 | 意義 |
|---|---|---|
| 基材 | 38CrMoALA | 高級窒化鋼、優れた心部靭性 |
| 窒化硬度 | HV950~1000 | スクリューフライト部の優れた耐摩耗性 |
| 窒化深さ | 0.45~0.70mm | 脆性のリスクのない十分な硬化層 |
| 表面粗さ | Ra 0.4 | 低摩擦、スムーズなメルトフロー、きれいな製品表面 |
| ねじの真直度 | 0.015 mm | 振動を防ぎ、バレルの摩耗を軽減します |
| クロムメッキの厚さ | 0.05~0.10mm | ハロゲン化ポリマーの腐食防止 |
| クロム硬度 | 900HV以上 | 摩耗条件下での耐用年数の延長 |
| デュアルアロイオプション | 60~70HRC | 充填コンパウンドまたは研磨コンパウンドに対する最大の耐摩耗性 |
二軸押出機の動作原理: 円錐形のデザインがどのように機能するか
二軸押出機の動作原理を理解することは、適切な装置を選択し、プロセスパラメータを最適化するために不可欠です。円錐形二軸スクリュー押出機では、2 本の同方向回転または逆回転スクリューが、対応する円錐形バレル内に取り付けられます。スクリューが互いに噛み合い、材料をフィードホッパーからダイに向かって移動させる積極的な搬送作用を生み出します。
大口径フィードゾーンは十分な吸入量を提供し、かさばる顆粒、粉末、および流動性の悪い PVC ドライブレンドを処理できるようにします。材料がより小さい直径の排出端に向かって移動するにつれて、チャネルの深さが減少し、利用可能な断面積が狭くなり、 過度に高いスクリュー速度を必要としない圧縮圧力 。この低速、高トルクの操作はコニカル ツイン スクリュー設計の特徴であり、溶融温度の制御とエネルギー効率に直接貢献します。
コニカルツインスクリュー内のせん断加熱は、吐出直径に比べてより長い有効長にわたって分散され、溶融物がダイに到達する前に熱エネルギーが溶融物全体で均一になるまでの時間が長くなります。また、噛み合うフライト形状により、スクリュー表面から材料を継続的に除去するセルフワイピング作用が生じ、局所的な過熱や劣化ポケットが発生するのを防ぎます。これは、摂氏約 200 度を超える温度で劣化し変色し始める PVC を加工する場合に特に重要です。
円錐二軸スクリュー システムの等角図。 D1 は大きな供給端直径を示し、D2 は小さな吐出端直径を示します。先細の形状により、ネジの長さに沿って段階的な圧縮が生成されます。
上の二軸押出機の図は、円錐形状がフィード入口からダイヘッドまでの内蔵圧縮比をどのように生み出すかを示しています。大径端には粉末混合物や顆粒を受け入れるための広いチャネルがあるため、一軸スクリュー機械によくある供給の問題が大幅に解消されます。小径の出力端は、脈動を最小限に抑えながら一貫した溶融圧力をダイに供給します。これは、寸法的に安定したプロファイルやパイプを製造するために重要です。
円錐形対平行二軸ねじ: 直接的な技術比較
円錐押出機と平行二軸押出機のどちらが優れているかという問題には、単一の普遍的な答えはありませんが、技術的な違いは明確に定義されており、決定の指針となります。以下の表は、Rauwendaal C.、「Polymer Extrusion」、第 5 版などの業界で公開されている参考資料、および主要な OEM 技術速報のデータに基づいて、最も関連性の高いパラメータをまとめたものです。
| パラメータ | コニカルツインスクリュー | 平行二軸ねじ |
|---|---|---|
| 代表的なL/D比 | 6:1~9:1(大端基準) | 28:1~52:1 |
| スクリュー回転数(rpm) | 20~50rpm(低速) | 100~600rpm(高速) |
| 主な用途 | PVCパイプ、プロファイル、WPC | コンパウンディング、マスターバッチ、反応性押出 |
| ドライブギアボックスの複雑さ | 下部(ネジの大端部が分岐) | より高い(平行センター、複雑なギアボックス) |
| 溶融温度制御 | 優れた (低せん断) | 中程度から高いせん断熱 |
| セルフワイピングアクション | 良い | 良い (co-rotating type) |
| モジュラーネジセグメント | 標準ではありません | 標準機能 |
| 圧縮比の柔軟性 | ネジ選択による複数の固定比率 | モジュラーセグメントの再配置による |
PVC ウィンドウ プロファイルの製造では、世界中のほとんどの機械製造業者がコニカル ツイン スクリュー バレル システムをデフォルトで使用しています。これは、スクリュー速度が低い (通常 20 ~ 45 rpm) ことで摩擦熱の発生が最小限に抑えられ、大きなフィード エンドで緩く充填された PVC ドライ ブレンド パウダーを架橋することなく摂取できるためです。 200 ~ 800 kg/h の生産量が達成可能 直径の選択に応じて、小型押出機から大型パイプラインまでの全範囲をカバーします。
コニカルツインスクリューのサイズと直径比の選択
正しいコニカルツインスクリューのサイズを選択することは、押出機の仕様において最も重要な決定事項の 1 つです。小端直径を大端直径で割った直径比は、スクリューのトルク容量、出力率、および圧縮挙動を直接決定します。ラージエンドの直径が大きいほど、1 回転あたりにより多くの材料を捕捉でき、より嵩高い供給原料に対応できます。一方、スモールエンドの直径が大きいほど、所定の圧力でより大きな溶融生産量が得られます。
舟山電子レンジでは、次の標準直径比を提供しています。 45/90、45/100、50/105、51/105、55/100、65/132、80/125、80/143、80/158、92/188mm 。各構成は、相補的なボア形状を備えた特定の円錐バレルに適合します。 80/158 および 92/188 サイズは大生産量のパイプ押出ラインに適しており、45/90 および 50/105 サイズは一般に小型プロファイルや窓シール用途に使用されます。圧縮率は、PVC ドライブレンド タイプ間の嵩密度の違い、WPC の木粉含有量、エンジニアリング樹脂コンパウンドの添加剤の配合量を考慮して、顧客の配合ごとにカスタマイズされます。
この横棒グラフは、パイプ製造用に硬質 PVC を加工する際の、さまざまな円錐形二軸スクリュー直径構成のおおよその最大生産量を比較したものです。 92/188 や 80/158 などのより大きな直径比は、大幅に高いスループットを実現するため、大量のパイプ押出ラインに推奨されます。 65/132 および 55/100 サイズは、中規模のプロファイルおよびパイプの生産に適した中間の位置を占めます。小さい 45/90 および 50/105 サイズは、狭いプロファイル、窓シール、および特殊化合物の造粒に適しています。出力数値は参考値であり、スクリューの設計、配合、および動作条件によって異なります。データは業界の参考資料と機械製造業者の技術文書から編集されました。
用途: コニカルツインスクリューが一貫した結果をもたらす場合
コニカルツインスクリューバレルシステムは、幅広いポリマー加工用途にわたって信頼性の高い性能を実証しています。最も重要な商業利用は、 窓枠、ドア枠、サイディング用の硬質PVCプロファイル 0.1 mm 以内の寸法公差を達成するには、一貫した溶融均一性と安定した押出圧力が前提条件となります。これらの用途では、低速のスクリュー速度と自動拭き取りスクリューの形状により PVC の劣化が防止され、厳密に制御された溶融温度により生産工程全体で均一な発色が保証されます。
給水、排水、電線管用の PVC パイプの製造も、もう 1 つの大量用途セグメントを代表します。パイプ押出では、円錐形二軸押出機が通常 15 ~ 30 MPa の圧力で安定性の高い溶融物をパイプ ダイに供給し、数キロメートルの実行距離にわたって肉厚の変動を仕様内に抑えることができます。の組み合わせ エネルギー効率の高い低速運転と高出力圧力 円錐形のデザインはパイプの連続生産にとって経済的に魅力的です。
木材とプラスチックの複合押出成形は、円錐形二軸スクリューが特に利点を発揮する成長用途です。 WPC コンパウンドには重量比 40 ~ 70 パーセントの木粉またはもみ殻が含まれているため、研磨性が高くなります。大直径のフィードゾーンは木粉ブレンドの低嵩密度をうまく処理し、オプションのデュアルアロイまたは Xaloy と同等の表面硬質スクリューが必要な耐摩耗性を提供します。 WPC デッキ、フェンス、クラッディングのプロファイルはすべて、下流の校正テーブルと冷却テーブルを備えた円錐二軸押出機で日常的に製造されます。
- PVC 窓プロファイルとドア プロファイル -- 高い寸法精度、安定した溶融温度
- 塩ビ給排水管 -- 連続高圧出力、厳しい壁耐性
- 木材とプラスチックの複合材 (WPC) -- 研磨性の高い低密度ブレンドを効果的に処理します
- PP、PE、ABS造粒およびシート -- 穏やかな溶融処理により材料特性が維持されます。
- 発泡PVCおよび発泡プロファイル -- 化学発泡剤に適したせん断制御
- 電線管およびケーブルダクト -- 長期間の生産工程にわたって一貫した肉厚
エネルギー効率とプロセスの安定性: データ駆動型のパフォーマンス分析
比エネルギー消費量 (SEC) は、連続生産用の押出装置を評価する際の最も重要な経済指標の 1 つです。これは出力 1 キログラムあたりのキロワット時で表され、運用コストと生産ラインの二酸化炭素排出量の両方に直接影響します。硬質 PVC で動作する円錐二軸押出機は通常、次のような結果を達成します。 SEC 値 0.12 ~ 0.22 kWh/kg 、KraussMaffei Berstorff の技術文書や SPE ANTEC 議事録などの業界文献で参照されている公開された比較試験によると、同じ材料の高速並列 2 軸スクリュー構成の場合は 0.18 ~ 0.35 kWh/kg と比較されます。
円錐形設計のより低い SEC は、過剰なスクリュー速度を発生させることなくモータートルクを溶融圧力に変換する際のテーパー形状の効率を反映しています。スクリュー速度が低い(多くの場合 40 rpm 未満)ため、ベアリングの負荷とギアボックスの摩耗率が軽減され、機械的耐用年数が延長され、メンテナンスの頻度が減ります。溶融物の熱安定性も優れています。通常、よく維持された円錐形の 2 スクリュー ラインでは、ダイの断面にわたる溶融温度の変動はプラスまたはマイナス 2 ~ 4 ℃ 以内に留まりますが、同じ化合物を処理する平行 2 スクリュー ラインでは、ダイ リップで 5 ~ 10 ℃の変動が見られる場合があります。
3 つの一般的な PVC 押出構成の平均比エネルギー消費量を比較した縦棒グラフ。円錐形二軸スクリュー逆回転構成は、平均 SEC が約 0.17 kWh/kg と最も低く、持続的な生産において高速並列二軸スクリューの代替品と比較して大幅な節約を示しています。単一スクリュー構成は、積極的な搬送がなく、溶融圧力を高めるためにより高いスクリュー速度が必要となるため、中間の位置を占めます。これらの値は、出版された文献および機械製造業者の資料から抽出された代表的な業界平均です。実際の性能は配合、スクリューの設計、操作条件によって異なります。 SEC の低下は製品 1 トン当たりの電気コストの削減に直接つながり、大量の PVC 押出成形の経済性が向上します。
ネジの摩耗と寿命: 硬度と使用時間の折れ線グラフ
コニカルツインスクリューの耐用年数は、その材料仕様、表面処理、および処理する化合物の摩耗性に依存します。プラスチック加工業者から収集された長期運用データに基づいて、標準的な硬質 PVC 上で動作する適切に指定および維持されたコニカル ツイン スクリューは、設計公差内で効果的なフライト クリアランス (バレルからスクリューまで) を維持できます。 8,000~12,000時間の稼働時間 。高充填 WPC または炭酸カルシウムを充填したコンパウンドを使用するスクリューは、4,000 ~ 6,000 時間で再調整または交換が必要になる場合があります。
以下のグラフは、標準窒化、窒化+クロムメッキ、デュアル合金硬化処理の 3 つの処理レベルにおける、スクリューフライト先端の有効表面硬度と累積運転時間との概念的な関係を示しています。この関係は、メンテナンス スケジュールを計画し、製品の品質を維持するためにネジの交換がいつ必要になるかを理解するために重要です。
この折れ線グラフは、10,000 時間の動作寿命にわたってコニカル ツイン スクリューに適用された 3 つの表面処理レベルの概念的な硬度保持曲線を示しています。デュアルアロイ硬化面スクリューは耐用年数を通じて最高の有効硬度を維持するため、WPC や充填 PVC コンパウンドなどの研磨用途に最適です。窒化処理とクロムメッキの構成により、標準的な硬質 PVC 用途において初期硬度と寿命の間の優れたバランスが得られます。標準の窒化曲線は 4,000 時間後に急激な低下を示し、フライト クリアランスが製品品質に影響を及ぼし始める可能性がある点を示しています。これらの傾向は、一般的な材料科学の原則と業界の運用経験に基づいています。実際の摩耗率は、コンパウンドの摩耗性、スクリュー速度、バレル温度、メンテナンス方法によって異なります。製品仕様に影響を与える前に摩耗を検出するために、2,000 時間間隔で定期的に寸法検査を行うことをお勧めします。
レーダーの比較: 円錐二軸スクリュー vs 平行二軸スクリュー vs シングルスクリュー
レーダー チャートは、工業用ポリマー加工において重要な主要な性能基準全体で押出機のタイプを比較する方法を多次元的に表示する便利なビューを提供します。以下の 5 つの軸は、出力圧力の生成、溶融温度制御、供給処理の多用途性、エネルギー効率、スクリューの寿命を表し、それぞれ公開されている技術ベンチマークと業界のコンセンサスに基づいて 1 から 10 のスケールで採点されます。
レーダー チャートは、特に硬質 PVC パイプと異形押出を評価した場合、円錐形ツイン スクリュー構成が 5 つの性能軸のうち 4 つで最高のスコアを獲得していることを示しています。出力圧力の発生は 10 点中 9 点と評価され、低速スクリュー速度で高い溶融圧力を生成する円錐形設計の固有の能力を反映しています。溶融温度制御も 9 を獲得し、PVC 劣化のリスクを最小限に抑える穏やかな低剪断処理に対応します。フィードハンドリングは 8 を獲得し、PVC ドライブレンドパウダーによる大径フィードゾーンの有効性が認められました。パラレルツインスクリューは、そのモジュラーコンパウンドの多用途性が評価される用途でのみ高いスコアを獲得しており、これがマスターバッチおよび反応押出市場におけるその優位性を説明しています。単一のネジは最もバランスが取れていますが、差別化されていないプロファイルを示しており、アプリケーションに最適化されたソリューションではなく汎用ソリューションとしての役割を裏付けています。
インテリジェントな監視および温度制御機能
最新の円錐二軸押出機システムには、プロセスの安定性を向上させ、予知保全を可能にするリアルタイム監視機能とインテリジェント制御機能がますます組み込まれています。 Zhoushan Microwave は、スクリューの長さに沿った複数のポイントでバレル ゾーンの温度を監視する高度な温度制御システムをオプションで提供しており、オペレーターは各ポリマー配合に合わせた正確な溶融温度プロファイルを維持できます。これは硬質 PVC にとって特に重要です。 最適な処理ウィンドウを 10 ℃ 上回る温度変動でも、不可逆的な劣化を引き起こす可能性があります。 .
インテリジェントな監視システムは、スクリュー速度、駆動負荷電流、ダイヘッドでの溶融圧力、バレルゾーン温度を同時に追跡し、すべてのパラメーターをタッチスクリーンインターフェイスに表示します。パラメータごとにアラームしきい値を設定して、プロセスの逸脱によって仕様外の製品や機器が損傷する前にオペレーターに警告することができます。リモート監視機能により、プロセス エンジニアはオフサイトから実行データを確認でき、障害診断ログにより、サービス技術者が物理的に機械に立ち会わなくても、プロセス中断の根本原因を分析できます。
デジタルモニタリングとコニカルツインスクリューバレルシステムの確立された機械的信頼性の統合により、 インダストリー 4.0 の製造目標 、トレーサビリティ、統計的プロセス管理、エネルギー管理など。品質と効率を競う大量の PVC パイプおよびプロファイルの生産者にとって、これらの機能は、計装されていない押出機構成と比較して、運用上の重要な利点となります。
舟山マイクロ波ねじ機械有限公司について
舟山マイクロウェーブスクリュー機械有限公司は、中国のスクリューバレルの専門メーカーおよびスクリュー押出機の工場です。 10,000平方メートルを超える生産工場 そして従業員は60人以上。同社は1990年の設立以来、外国のねじ機械技術と製造技術を導入しながら、プラスチック機械の生産と研究に取り組んできました。同社は、ハイエンド市場を中心に、精密ネジバレルと機械加工を統合した多角的かつ大規模な専門生産拠点として運営されています。
舟山電子レンジの製品は、米国、ドイツ、ドバイ、ベトナム、タイなどの市場に輸出されています。同社は、数多くのプラスチック生産および建設機械メーカーと強固なパートナーシップを確立し、中国におけるスクリューバレル部品の重要なサプライヤーとしての役割を果たしています。製品範囲には、WB-WE シリーズ遊星スクリュー、遊星バレル、遊星押出機が含まれます。 SJSシリーズコニカル二軸スクリュー、二軸バレル、二軸プラスチック押出機。および SJ シリーズ単軸スクリュー、単バレル、および単軸スクリュープラスチック押出機。当社は信頼性とサービスの原則を遵守し、顧客に提供することに尽力しています。 高品質な製品を競争力のあるコストパフォーマンスで提供 .
コニカル二軸押出機に関するよくある質問
Q1. PVC 加工において、単ネジと比較した円錐二軸スクリューの主な利点は何ですか?
円錐形のツイン スクリューは、単一のスクリューでは再現できない確実な搬送作用と自動拭き取り噛み合い形状を提供します。硬質PVCドライブレンドの場合、大口径フィードゾーンが粉体を効率的に取り込み、低スクリュー速度と分散せん断により熱劣化を防ぎます。単一のスクリューでは、同じ出力圧力を達成するためにより高い速度が必要となり、より多くの熱が発生し、一貫した PVC 加工が大幅に困難になります。
Q2.生産ラインに適したコニカル ツイン スクリュー サイズを選択するにはどうすればよいですか?
スクリューのサイズの選択は、必要な出力速度、加工されるポリマー、およびダイの形状によって異なります。一般的なガイドラインとして、45/90 および 50/105 構成は 250 kg/h 未満の出力および薄型アプリケーションに適しており、80/158 および 92/188 サイズは大口径パイプおよび 500 kg/h を超える大容量出力ラインに使用されます。 Zhoushan Microwave のエンジニアは、お客様の特定の配合と製品仕様に基づいて圧縮比の選択についてアドバイスを提供します。
Q3.円錐二軸押出機ではどのような材料を加工できますか?
円錐形ツイン スクリュー バレル システムは、硬質 PVC、軟質 PVC、PP、PE、ABS、木材とプラスチックの複合材料など、幅広い熱可塑性プラスチックを処理します。低いスクリュー速度と制御されたせん断が重要な熱に弱いポリマーに特に適しています。長い滞留時間とモジュール式混合セクションを必要とする高度に充填された化合物または反応性の化合物の場合、平行二軸スクリュー構成がより適切な場合があります。
Q4.窒化処理コニカルツインスクリューの寿命は通常どれくらいですか?
硬質 PVC を加工する標準的な窒化ネジは、通常、8,000 ~ 12,000 時間、許容可能なフライト クリアランス公差内で動作します。木材とプラスチックの複合材や炭酸カルシウムを充填した配合物などの研磨剤を使用したスクリューは、4,000 ~ 6,000 時間の再調整が必要な場合があります。窒化+クロムメッキまたはデュアル合金硬化表面仕様を選択すると、特に研磨用途で耐用年数が大幅に延長され、計画的なメンテナンス停止の頻度が減ります。
Q5.コニカルツインスクリューを共回転構成で使用できますか?
コニカル ツイン スクリューは、PVC パイプ、異形材、および WPC 押出成形に最適な逆回転モードで構成されるのが最も一般的です。逆回転幾何学形状により、高い排出圧力が効率的に生成され、供給ゾーンからの強力なポジティブ搬送が実現します。一部の特殊な設計では共回転が可能ですが、コニカル ツイン スクリューの主な商業用途は依然として逆回転押出であり、代替設計に対する性能上の利点が最も顕著です。
Q6.コニカルツインスクリューの圧縮比は実際には何を意味しますか?
圧縮率は、単位長さあたりの供給チャネル容積と単位長さあたりの計量チャネル容積の比を表します。圧縮比が高いと、材料が供給から排出まで移動する際に行われる圧縮仕事が増加します。これは、ルースパウダーブレンドを圧縮するのに有益ですが、すでに密度が高い材料では過剰な熱が発生する可能性があります。 Zhoushan Microwave は、各顧客の特定の配合のかさ密度と処理動作に合わせて圧縮率をカスタマイズし、不必要な熱負荷のない効率的な操作を保証します。
選択したベアリングディスプレイ










 浙公网安备33090202000520号
浙公网安备33090202000520号